Seventy-six percent of IoT pilots fail. Yet manufacturers can’t afford to miss out on its $1.51 trillion potential. What’s the key to unlocking IIoT success? The answer lies in overcoming execution challenges, and remote access is central to making it happen.
The Power Behind a Connected Factory
The Industrial Internet of Things (IIoT) refers to the use of connected sensors, devices, and systems to gather and act on real-time data across manufacturing operations. In the manufacturing industry, IIoT facilitates seamless communication between various components within manufacturing processes, allowing for more precise control and optimization.
This interconnected ecosystem not only enhances operational efficiency but also provides valuable insights that drive production efficiency, innovation, and continuous improvement. IIoT has the potential to reshape manufacturing. But there’s a big difference between investing in the right technology and actually seeing results from the data generated.
A Gap Between Adoption and Results
According to Rockwell Automation’s 2024 report, 95% of manufacturing companies are already adopting or evaluating smart manufacturing tools. Yet only 44% say they’re effectively using the data those tools generate. That’s a massive gap and a missed opportunity. Even so, high-tech manufacturing remains one of those sectors with vast potential.
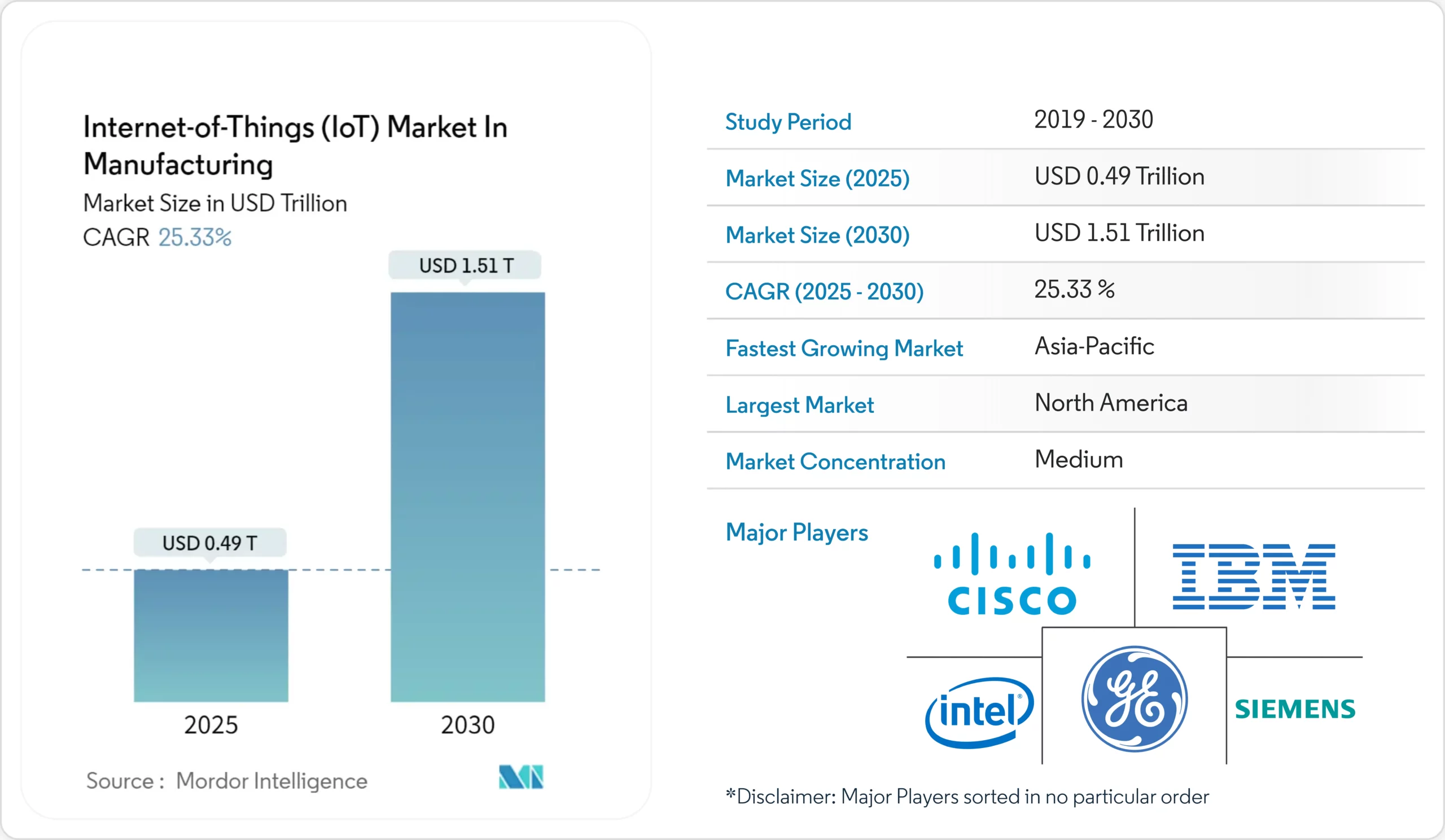
In fact, Mordor Intelligence projects that IIoT market size could reach $1.51 trillion globally by 2030. But potential alone isn’t enough. Manufacturers won’t achieve maximum gains until they overcome the day-to-day execution challenges that slow them down. Things like spotty data use, security gaps, and limited access to connected systems still get in the way.
The Rising Cost of Inaction
The cost of getting it wrong keeps rising. According to Siemens, downtime now costs automotive manufacturers $2.3 million per hour, which is double what it was just a few years ago. In an environment where every minute matters, the ability to resolve issues quickly and prevent unplanned shutdowns isn’t just helpful, it’s essential.
How Remote Access Bridges the Gap
Remote access helps remove those roadblocks. It gives teams the ability to securely access, monitor, and troubleshoot connected devices, no matter where they are. That’s what turns IIoT from a promising idea into a reliable, scalable advantage.
It’s no surprise that IIoT is such a priority. The promise of always-on visibility, faster maintenance, and centralized control across sites is powerful. When systems are connected and accessible, goals like reducing downtime and improving Overall Equipment Effectiveness (OEE) stop being long-term aspirations and start becoming real performance benchmarks.
Understanding Core IIoT Components
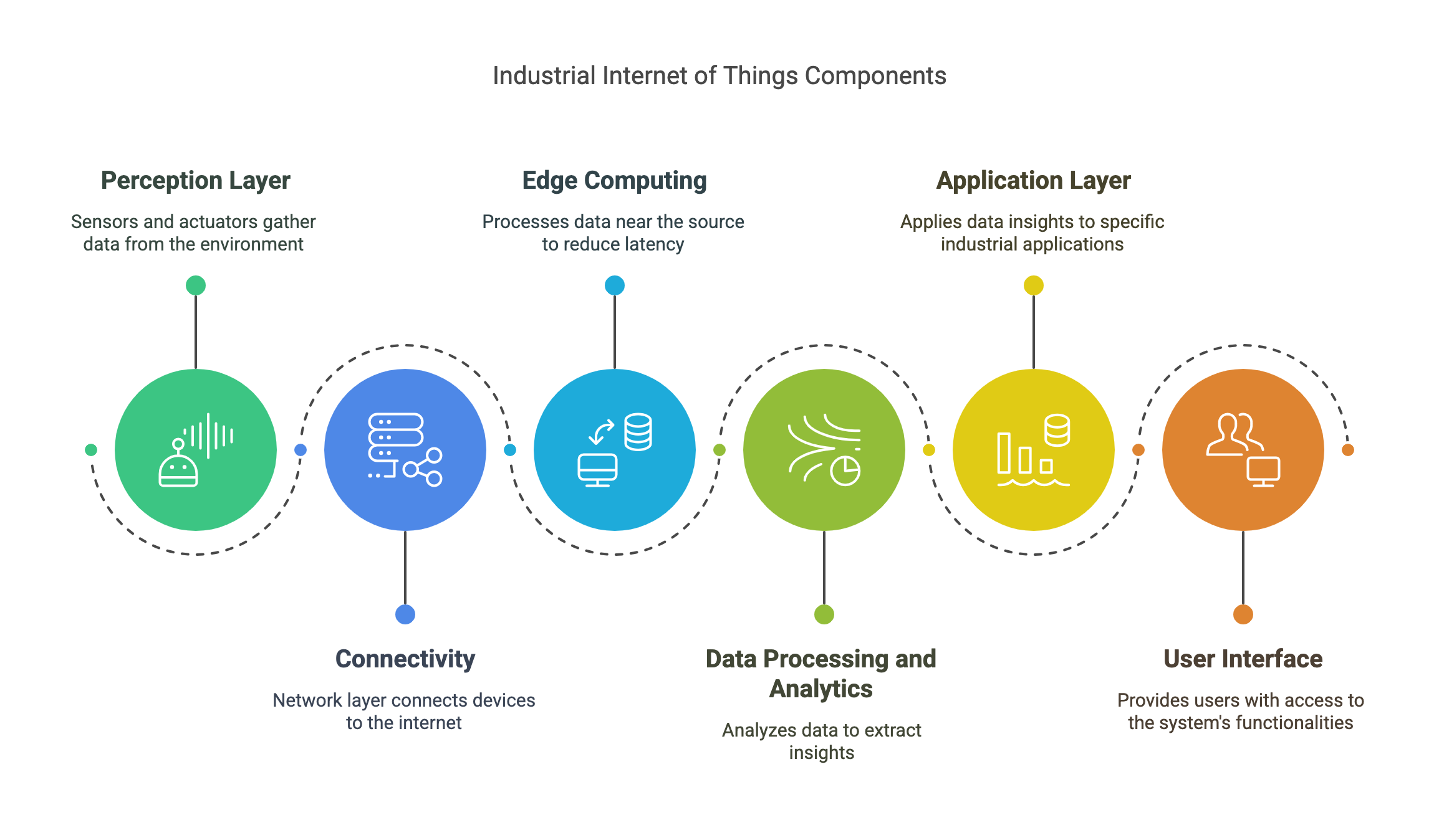
IIoT takes the familiar concept of connecting devices (IoT) and optimizes it specifically for manufacturing environments. Here’s how its core elements come together to deliver tangible results on the factory floor:
Perception Layer (Sensors and Devices)
The perception layer is IIoT’s front line. Specialized sensors constantly monitor conditions such as machine health, temperature, pressure, vibration, and environmental factors. Accurate and continuous data gathering at this stage provides the essential foundation for informed decision-making downstream.
Connectivity (Communication Protocols)
Reliable connectivity links sensors, devices, and systems through specialized communication protocols. The most common are:
1. Message Queuing Telemetry Transport (MQTT)
Lightweight and efficient, MQTT is an ideal protocol for sending data from sensors to the cloud in real time. It’s especially popular in IIoT due to its low bandwidth usage and reliability over unstable networks.
2. Open Platform Communications Unified Architecture (OPC UA)
OPC UA is widely adopted in industrial automation for its ability to securely connect machines, devices, and systems. It’s known for supporting structured data and interoperability across vendors and platforms.
3. Modbus (TCP and RTU)
A long-standing industrial favorite, Modbus is simple and robust, and it is still heavily used to connect PLCs and sensors. It’s common in legacy systems and easy to integrate into modern IIoT setups.
4. EtherNet/IP
EtherNet/IP is often used in high-speed automation and control systems. It leverages standard Ethernet infrastructure and is ideal for motion control, robotics, and real-time communication.
5. Profinet
Common in manufacturing environments, Profinet enables fast, real-time data exchange between controllers and field devices. It’s particularly strong in environments with Siemens automation hardware.
Edge Computing
Edge computing processes data closer to where it’s generated, reducing latency and enabling immediate, on-site decision-making without waiting for cloud-based analysis.
Data Processing and Analytics
Advanced analytics and machine learning tools turn massive amounts of raw data into actionable insights. Predictive maintenance, anomaly detection, and operational optimization are just a few practical outcomes. These data-driven insights directly translate into reduced downtime, increased productivity, and better resource management.
Application Layer and User Interface
The application layer transforms analyzed data into clear, easy-to-understand insights through intuitive user interfaces. Dashboards, visualizations, and automated alerts empower manufacturing teams to quickly grasp situations and make informed, proactive decisions to optimize manufacturing processes.

Cybersecurity (Integrated Across All Layers)
Cybersecurity isn’t a separate step; it’s embedded throughout IIoT. From end-to-end data encryption and strict access controls to continuous monitoring for threats, integrated cybersecurity protects data integrity, equipment, and industrial IoT systems against cyber risks at every level.
Building on these fundamentals, the next step is enabling seamless access and real-time control. This is where remote access solutions like RealVNC come in.

Four Ways Remote Access Supports IIoT and Predictive Maintenance
1. Maintain Uptime and Security Across the Lifecycle
One of the big challenges in the IIoT world is keeping devices and machines operational and secure throughout their lifecycles. The ‘connected’ factory, after all, requires a web of functioning devices sending signals to each other to keep everything running.
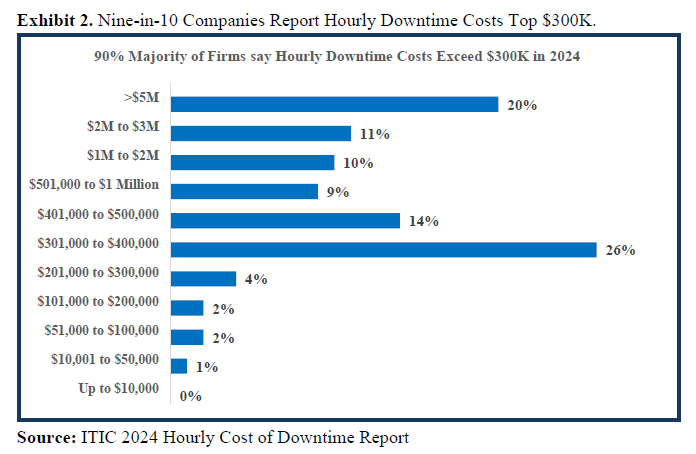
The level of disruption that can happen within these environments when a connection fails can have a knock-on effect on other parts of the production line, factory, and, ultimately, the business. According to Information Technology Intelligence Consulting, 98% of organizations say a single hour of downtime costs over $100,000. For some businesses, that cost can skyrocket to up to $5 million or more.
Many experts point to the need to update software as a recurring reason for problems and stoppages within IIoT-powered factories, with some engineers reporting that 60% to 70% of machine problems simply required a software upgrade or changes to a few parameters to restart them.
At the same time, the rise of the connected factory also raises the specter of hacking and cybercrime, something proven to present a serious risk to unprotected production lines. Manufacturing businesses need to have the tools at their disposal to manage and perform security updates across an entire estate that might stretch around the world.
RealVNC customer Wienerberger, a global manufacturer of building materials, uses remote access to monitor equipment and provide IT support across multiple sites in Poland. With a small helpdesk team, they rely on RealVNC to resolve issues remotely, reducing downtime and eliminating the need for on-site intervention.
2. Remotely Control and Calibrate Equipment
Remote access tools can also support the IIoT ecosystem by allowing companies to control and calibrate devices and machinery remotely, setting and resetting them by engineers working with tablets and mobile devices on the ground, or without the need to put engineers on the ground at all.
IoT solutions play a crucial role in enhancing safety and operational efficiency by enabling real-time monitoring of equipment and optimizing resource management.
Ongoing system maintenance can be performed quickly and easily from anywhere and from any device, while allowing issues to be instantly escalated to specialist engineers if necessary without necessitating site visits.

Boston Valley Terra Cotta is a great example. They use RealVNC to monitor production in real time and remotely troubleshoot equipment without disrupting operations. This level of remote control has helped them maintain quality and consistency while reducing physical support needs.
3. Deepen Insights for Predictive Maintenance
While IIoT promises much, sometimes the depth and detail of data that is being transmitted from these devices can be pretty limited or specific. With remote access, engineers can take control of connected devices completely, enabling thorough investigation of potential problems and the harvesting and analysis of data, which will give you deeper insight into their functioning.

All this can support predictive maintenance strategies that can, in turn, ensure uptime is kept to a maximum. Machine data, collected through various sensors and devices, provides critical insights for engineers and operators, enabling them to optimize production processes and make data-driven decisions.
RealVNC enables predictive maintenance by allowing engineers to monitor systems remotely in real time, quickly diagnose issues, and perform proactive support. This helps reduce downtime and keep critical operations running smoothly.
4. Modernize Without Ripping and Replacing
The cost of a rip-and-replace policy to upgrade factories with IIoT hardware is obviously extremely high. But maybe there is no need to rip and replace all, as remote access technology can operate as an IIoT layer in its own right.
The right remote access solution could give you the power to monitor existing equipment dispersed around the world from a single central location. This could give you the kind of remote oversight and tight control you need over intricate and costly processes while helping you control costs at the same time.
IIoT and Industry 4.0 are opening up new and exciting possibilities for manufacturers. Greater flexibility in production line technology will allow for disruption of supply chains and more opportunity for servicization, as well as making processes more efficient and profitable. Remote access will play an essential role in the oversight, maintenance, and management of manufacturing processes with this transformative technology.

Challenges of Adopting IIoT in Manufacturing Processes
As powerful as IIoT can be, implementation doesn’t come without friction. Manufacturers face several challenges that can slow adoption or stall progress entirely.
Cybersecurity Risks
The more devices that connect to the network, the larger the attack surface becomes. Each endpoint—every sensor, machine, or gateway—is a potential target. Without strong security controls, one vulnerability can compromise an entire production environment.
Data Integration Hurdles
Many manufacturers rely on a mix of modern and legacy equipment that doesn’t always play well together. Connecting all these systems and making sense of the data they generate often requires time, specialized skills, and coordination between IT and operations teams.
Workforce Training Gaps
IIoT demands a different skill set. Technicians and engineers must now understand both machinery and digital infrastructure. Without proper training, teams can struggle to keep systems running smoothly, let alone fully capitalize on the data they’re generating.
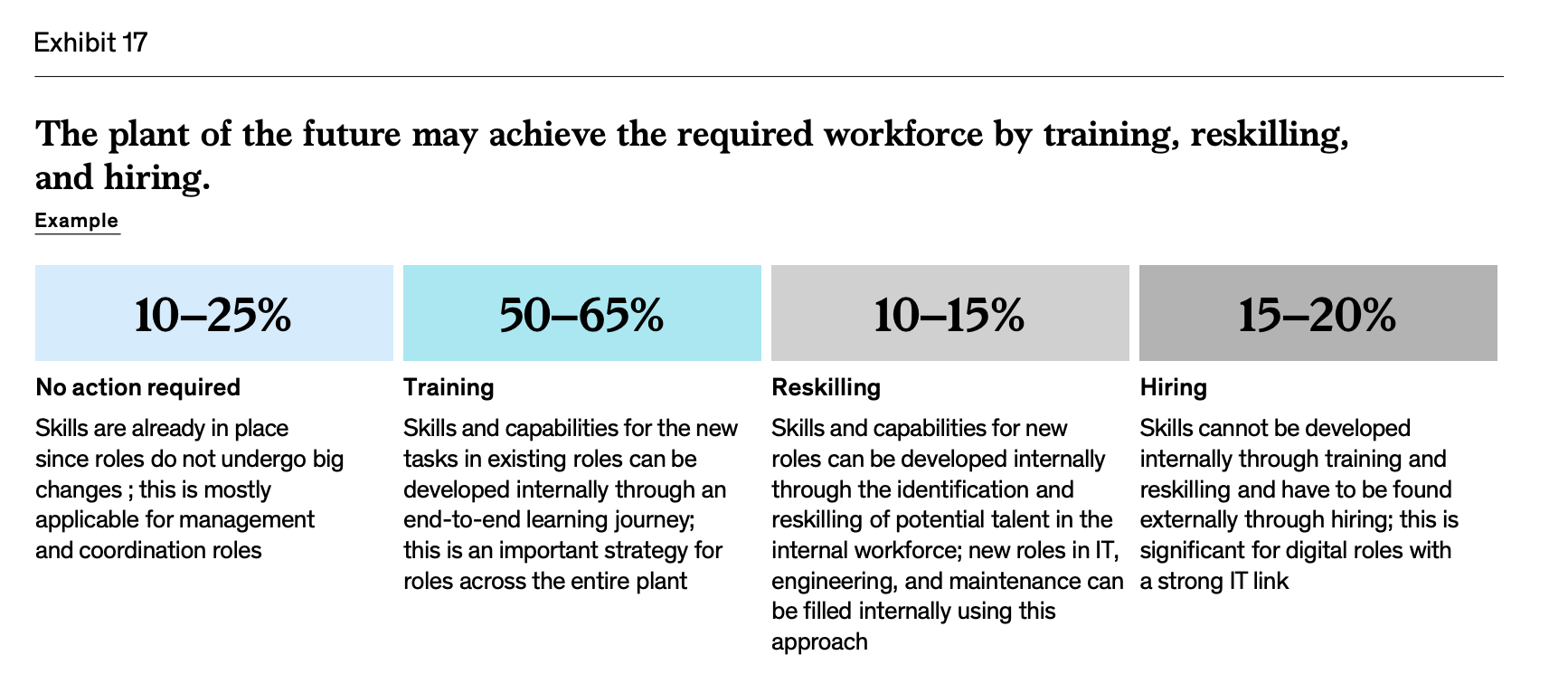
Source: Leveraging Industrial IoT and advanced technologies for digital transformation, McKinsey & Company
According to McKinsey, 50–65% of the workforce in a future-ready plant will require new skills developed through internal training programs. That’s not a small lift. It’s a sign that upskilling isn’t optional, it’s essential.

How RealVNC Can Help
This is where remote access plays a critical role. RealVNC helps manufacturers manage these challenges with secure, scalable access to connected systems.
Its enterprise-grade security features include:
- End-to-end encryption to protect data in transit
- Multi-factor authentication (MFA) to prevent unauthorized access
- Granular permission controls to manage who sees and does what
- Session logging and audit trails for compliance and traceability
- ISO 27001 certification, validating RealVNC’s commitment to global information security standards
These safeguards aren’t optional. With connected factories under growing threat from ransomware and breaches, security must be built into the foundation, not bolted on as an afterthought.
Let’s say a global manufacturer has hundreds of connected machines across continents. If a critical software vulnerability emerges, RealVNC enables its central IT team to deploy secure updates to every device within hours, no matter the location. No flights. No downtime. No risk of compromise. Just fast, controlled execution from a single remote console.
That’s the kind of peace of mind manufacturers need. And that’s what RealVNC delivers.
RealVNC also supports centralized visibility, making it easier to oversee mixed equipment environments, even when teams are distributed. Because it allows technical experts to provide remote support in real time, it reduces the burden on on-site staff and helps teams adapt faster.
By addressing these friction points, RealVNC becomes more than a tool. It’s a practical enabler for scaling IIoT across the factory floor safely, efficiently, and at scale.

Current Trends of IIoT in the Manufacturing Industry
The manufacturing industry is undergoing a significant transformation driven by the adoption of IIoT technologies. Some of the current trends in IIoT manufacturing include:
Predictive Maintenance
By leveraging IIoT, manufacturers can predict equipment failures before they occur, reducing downtime and maintenance costs. This proactive approach ensures that machines operate at peak efficiency, extending their lifespan.

IIoT Sensors and Devices
The growing use of IIoT sensors and devices allows for comprehensive data collection on production processes and product quality. This data-driven approach enhances quality control and helps identify areas for improvement.
Integration with AI and Machine Learning
Combining IIoT with artificial intelligence and machine learning enables smarter decision-making and increased automation. These technologies work together to optimize production processes and enhance operational efficiency.
Cybersecurity Focus
As IIoT systems become more interconnected, they also become more vulnerable to cyber threats. Manufacturers are increasingly prioritizing cybersecurity to protect their data and systems from potential attacks.
What to Expect: The Future of IIoT in the Manufacturing Sector
In the future, we can expect to see even more widespread adoption of IIoT technologies as manufacturers seek to improve efficiency, productivity, and quality. Some of the projected trends include:
Supply Chain Management
IIoT will play a crucial role in supply chain management, improving inventory management and logistics. Real-time data from connected devices will enable better coordination and visibility across the supply chain.
Quality Control
IIoT will enhance quality control processes, reducing defects and ensuring consistent product quality. Advanced analytics will help identify and address quality issues more effectively.
Equipment Efficiency
IIoT will drive improvements in equipment efficiency, optimize machine performance, and reduce energy consumption. This will lead to more sustainable and cost-effective manufacturing operations.
Smart Manufacturing
The adoption of IIoT in smart manufacturing will enable more flexible and customizable production processes. Manufacturers will be able to respond more quickly to market demands and produce high-quality products with greater precision.
Overall, IIoT is transforming the manufacturing industry, enabling manufacturers to improve efficiency, productivity, and quality. As technology continues to evolve, we can expect to see even more innovative applications and benefits in the future.
Power IIoT Success with RealVNC
From slashing downtime to securing connected factories, RealVNC gives manufacturers the remote access foundation they need to make IIoT work. It’s the bridge between having the right technology and actually putting it to work.
RealVNC Connect helps teams monitor machines, fix problems fast, and support operators from anywhere without travel, delay, or complexity. It’s secure, scalable, and proven in real-world production environments.
If you’re looking to move from a pilot project to full-scale performance, remote access isn’t optional. It’s essential. Discover how RealVNC can transform your manufacturing operations. Explore our solutions or contact our team today.